Расчёт технической нормы времени
Между нормой времени и нормой выработки существует обратная зависимость, т.е. с уменьшением Н вр норма выработки увеличивается. Однако изменяются эти величины не в одинаковой мере.
Норма выработки увеличивается в большей степени, чем уменьшается Н вр.
Уровень повышения Н выр и снижения Н вр определяется по формулам (9.10.) и (9.11):
%Н выр =, (9.10)
%Н вр = ,
(9.11)
,
(9.11)
Между изменениями нормы времени и нормы выработки существуют следующие соотношения:
%
повышения Н выр = (9.12)
(9.12)
%
снижения Н вр = (9.13)
(9.13)
При снижении Н выр и повышении Н вр для вышеуказанных расчетов меняются знаки в приведенных формулах:
%
снижения Н выр = (9.14)
(9.14)
%
повышения Н вр = (9.15)
(9.15)
Установление нормированных заданий
Нормированное задание представляет собой установленный состав и объем работ, который должен выполнить рабочий или группа (бригада) за определенный период времени, или время, в течение которого необходимо выполнить заданный объем работ с соблюдением установленных требований к качеству продукции (работ).
Нормированные задания наряду с нормами выработки в натуральных единицах - разновидность норм выработки за единицу времени, установленных в виде определенного набора работ. Регламентируя состав, последовательность и периодичность выполнения работ, нормированные задания конкретизируют нормы обслуживания или численности и тем самым способствуют росту производительности труда.
В зависимости от организации производства и характера выполненных работ нормированные задания могут устанавливаться на смену, месяц или период полного осуществления заданного объема работ.
Наиболее широкое распространение нормированные задания получили на таких работах по обслуживанию производства, как наладка, ремонт, межремонтное обслуживание, транспортные работы, т.е. для большинства вспомогательных работ. Нецелесообразно их применение для таких категорий персонала, основные функции которых состоят в обеспечении правильной эксплуатации обслуживаемого оборудования (машинисты паровых котлов, компрессорных установок); выполняющих работы, объем и состав которых заранее не может быть предусмотрен (крановщики, занятые транспортировкой и установкой деталей на станки).
При решении вопроса о целесообразности установления нормированного задания необходимо принимать во внимание не только специфику профессии рабочего, но и содержание и состав выполняемых им функций.
Методы определения нормированных заданий зависят от характера трудовых процессов рабочих. Наиболее существенный фактор, определяющий выбор метода, - степень стабильности работ по составу и времени выполнения.
Для рабочих, занятых на стабильных по составу работах, объем которых может быть заранее известен, нормированные задания устанавливаются набором работ на основе норм времени, выработки с учетом производственных заданий, графиков выполнения работ, паспортных данных оборудования. К этой группе относится преобладающая часть основных рабочих, находящихся на повременной оплате (на конвейерных, автоматических линиях и др.), а также вспомогательные рабочие ряда профессий (станочники ремонтных цехов, слесари-инструментальщики, контролеры, транспортные рабочие и др.).
Форма и периодичность выдачи нормированных заданий зависят от степени повторяемости работ; от того, где выполняются работы, - на одном или нескольких объектах. По указанным признакам рабочих можно условно разделить на три подгруппы:
выполняющие на конкретном рабочем месте одну работу;
выполняющие на рабочем месте различные по составу работы;
3) выполняющие работы на различных рабочих местах или объектах.
К первой подгруппе относятся рабочие-повременщики, занятые на участках и в цехах массового и крупносерийного производства. Определение нормированных заданий для них аналогично расчету норм выработки для рабочих-сдельщиков. Ценный опыт установления нормированных заданий для рабочих данной подгруппы накоплен на ряде предприятий, в частности на ВАЗе.
Для рабочих второй подгруппы в нормированные задания на определенный период времени (смену, месяц) включают работы на основе производственного плана или графика выполнения работ и действующих на предприятии норм времени. Например, для рабочих, занятых планово-предупредительным ремонтом оборудования, нормированные задания разрабатываются на основе норм времени на операции поузлового ремонта.
В третью подгруппу входят рабочие, занятые стабильными по составу работами на различных рабочих местах или объектах. Нормированные задания выдаются в виде набора работ или в форме графика.
К рабочим-повременщикам, выполняющим нестабильные по составу работы, относятся такие вспомогательные рабочие, как наладчики, слесари по межремонтному обслуживанию оборудования, дежурные электрики, кладовщики-раздатчики инструмента, а также некоторые основные рабочие (операторы, обслуживающие аппаратурные установки, и др.).
Для установления нормированных заданий указанным рабочим необходимо сократить до минимума объем случайных работ. На многих предприятиях в этих целях широко применяют регламентацию работ по обслуживанию производства путем разработки графиков ремонта, наладки оборудования, транспортного обслуживания; карт организации труда для основных профессий вспомогательных рабочих.
Однако даже при регламентации работ некоторые из них носят случайный характер, поэтому нормированные задания для рабочих этой группы следует устанавливать с учетом резерва времени для выполнения случайных работ.
При разработке нормированных заданий необходимо учитывать и соблюдать следующие требования:
расчет заданий следует осуществлять на основе прогрессивных нормативов;
они должны быть реальными, т.е. выполнимыми для большинства рабочих, занятых на данных работах;
задания нужно систематически и своевременно доводить до исполнителей;
на каждом рабочем месте следует создать условия для выполнения установленных заданий;
должен быть постоянный учет выполнения заданий;
по мере изменения организационно-технических условий нормированные задания нужно пересматривать.
Для рабочих, выполняющих работы, состав которых постоянный в течение продолжительного времени, а объем может быть заранее определен, нормированные задания устанавливаются определением затрат труда на набор работ на основе норм времени (выработки), рассчитанных методами технического нормирования труда на каждую из выполняемых работ. Так, нормированное задание на смену в данном случае составит:
 (9.16)
(9.16)
Методика установления нормированных заданий рабочим с нестабильным составом работ (т. е. выполняющим плановые и случайные работы) отличается от рассмотренной выше тем, что она, наряду с определенным временем выполнения плановых работ, предусматривает учет времени, необходимого для выполнения случайных работ. Исходя из графика выполнения плановых работ и норм времени на эти работы определяется объем работ, поручаемый рабочему (бригаде), и одновременно предусматривается резерв времени на выполнение случайных работ.
Последовательность разработки нормированного задания включает следующие этапы :
определение удельного веса рабочих отдельных профессий в суммарной численности рабочих завода, цеха, участка;
определение степени включения той или иной категории персонала на выполнение производственного плана и повышение производительности труда рабочих по выпуску основной продукции;
анализ охвата нормированием труда обслуживающих рабочих;
установление перечня профессий, для которых необходимо (целесообразно) установление нормированного задания;
определение нормы разработки задания (индивидуального, бригадного) и периода его действия;
разработка карты организации и другой документации, регламентирующей труд рабочих;
определение перечня нормативных материалов, которые необходимо использовать при установлении нормированного задания;
расчет научно обоснованных норм (НОН) на основе выбранных материалов;
проведение инструктажа рабочих цехов и служб, которые будут непосредственно заниматься установлением заданий;
проведение разъяснительной работы среди рабочих о значении и прядке установления задания. Опыт показывает, что там, где выводятся нормированные задания, значительно улучшается использование рабочего времени, более равномерной становится загрузка рабочих, повышается качество работ и в результате производительность труда вспомогательных рабочих повышается примерно на 10-15%.
Внедрение нормированных заданий дает экономический эффект, когда труд рабочих нормируется по нормам обслуживания, численности. Регламентируя состав, последовательность и периодичность выполнения работ, нормированные задания конкретизируют указанные нормы труда и тем самым способствуют росту его производительности.
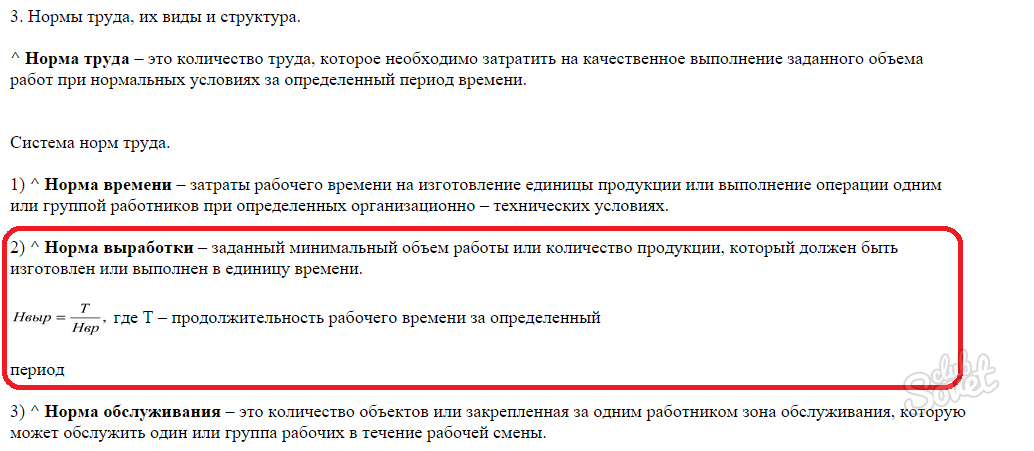
Норма выработки является важнейшим показателем производительности труда, который необходим для рационального использования рабочей силы. Действительно, ни одно современное производство не обходится без подобных расчетов. А своевременная калькуляция и составление сметы с учетом данного параметра нужны для корректного процесса планирования и нормальной жизнедеятельности предприятия. Давайте посмотрим, как же определяется норма выработки.
Для начала нужно ознакомиться с производственными факторами, которые влияют на расчет этого показателя. К ним относятся:- степень технического перевооружения предприятия;
- состав производственных отношений;
- организация процесса выпуска готовой продукции.
- внедрения инновационных технологий на предприятии;
- рационализации, а также аттестации рабочих мест;
- установки нового производственного оборудования;
- проведения комплексных мероприятий, направленных на рост производительности труда.
К примеру, если сотрудник предприятия или целая бригада рабочих достигли высокого уровня деятельности благодаря новому оборудованию и плодотворной работе – это и будет основанием для перерасчета нормы выработки. Как правило, такие результаты хорошо стимулируются руководством в виде премии или благодарности.

Нвыр = Пр * Ч / Пн,
- где Пр – период времени, для которого необходимо устанавливать значение нормы (выражается в часах, минутах);
- Ч – число сотрудников, задействованных в работе;
- Пн – норма времени, потраченного на создание единицы изделия (измеряется в человеко-часах).
Исчисляемый показатель может выражаться в метрах, штуках, литрах, а также единицах измерения веса, площади и др. Это зависит от вида выполняемой работы или изготавливаемой продукции.

Нвыр = Нвтер * Кпв,
- где Нвтер – теоретическое значение показателя;
- Кпв – коэффициент полезного времени (за 1 смену).
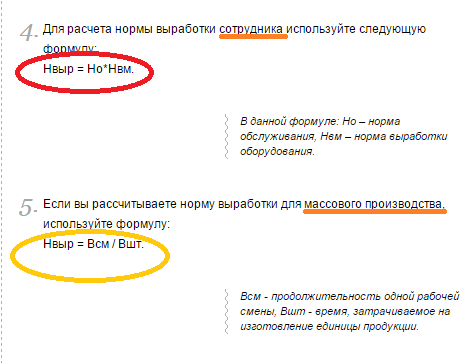
При проведении расчетов на предприятии с массовым производством норма выработки определяется так:
Нвыр = Псм / Вед,
- где Псм – длительность смены;
- Вед – время, затраченное на производство одного товара (услуги).
- день;
- месяц;
В этом случае проводится детальный анализ количества товара (услуг), производимого сотрудником или целой бригадой рабочих. Расчет данного показателя делается нормировщиком предприятия, особенно в случае перевода значения зарплаты работника в коэффициент выработки. Полученные данные заносятся в типовое положение о системе нормирования труда.

4.8 Расчёт норм времени на выполнение операций
Под нормой времени понимается продолжительность отрезка времени для выполнения производственной операции в конкретных условиях.
Состав нормы времени
1. Норма штучного времени – .
Штучное время включает в себя только ту норму времени, которая необходима для непосредственного выполнения производственной операции.
2. Калькуляционная норма времени – .
В калькуляционное время включается помимо штучного времени также и часть подготовительно-заключительного времени (), приходящееся на одну деталь обрабатываемой партии деталей.
В подготовительно-заключительное время включается тот отрезок времени, который затрачивается рабочим на ознакомление с работой и наладку станка для обработки партии деталей.
![]() , (4.19)
, (4.19)
где – количество деталей в партии.
Расчёт норм времени при обработке на станках с ЧПУ имеет особенности, которые нужно учитывать. Подготовительно-заключительное время состоит из трёх слагаемых:
![]() , (4.20)
, (4.20)
где – время, затрачиваемое на изучение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены;
– время, учитывающее дополнительные работы;
– время, расходуемое на пробную обработку деталей.
Состав штучного времени
В состав штучного времени () включаются следующие затраты времени, связанные с выполнением операции:
Основное технологическое (машинное) время – ;
Вспомогательное время – ;
Время обслуживания рабочего места – ;
Время перерывов и отдыха – .
Следовательно, можно записать:
где – основное технологическое (машинное) время, мин;
– вспомогательное время, мин;
– время обслуживания рабочего места, мин;
– время на перерыв и отдых рабочего в течение смены, мин.
При станочной операции это есть время, в течение которого непосредственно происходит изменение формы и состояния обрабатываемой детали.
Основное технологическое время для механической обработки определяется по формуле:
![]() мин., (4.22)
мин., (4.22)
где –длина обрабатываемой поверхности, мм;
– число рабочих ходов;
– подача на один оборот, мм/об;
– частота вращения инструмента.
Вспомогательное время включает в себя время, затрачиваемое на выполнение различных действий, связанных с выполнением основной, технологической работы. К таким действиям могут относиться:
Установка, закрепление и снятие детали;
Управление станком;
Подвод и отвод инструмента;
Промер деталей и т. д.
Вспомогательное время определяется по формуле:
где – вспомогательное время, затрачиваемое на установку и снятие заготовки;
– вспомогательное время, связанное с выполнением вспомогательных ходов и перемещений;
Время обслуживания рабочего места – это есть время, затрачиваемое рабочим на уход за рабочим местом, и приходящееся на одну деталь.
Время обслуживания рабочего места распределяется на два вида работ:
Время технического обслуживания – ;
Время организационного обслуживания – .
![]() (4.24)
(4.24)
Время технического обслуживания () включает в себя работы примерно следующего содержания:
Смена притупившегося инструмента;
Подналадка станка;
Сметание стружки в процессе работы.
Величина времени на техническое обслуживание определяется в процентах от основного времени по следующей формуле:
![]() . (4.25)
. (4.25)
Время организационного обслуживания () включает в себя работы примерно следующего содержания:
Подготовка рабочего места в начале смены;
Уборка рабочего места в конце смены;
Чистка станка и др.
Величина времени на организационное обслуживание определяется в процентах от суммы основного и вспомогательного времени по формуле:
![]() . (4.26)
. (4.26)
Значение величины определяется по нормативам.
Время на перерыв и отдых рабочего в течение смены определяется по формуле:
![]() . (4.27)
. (4.27)
Значение величины определяется по нормативам.
Сверлильная
Исходные данные.
Деталь – корпус.
Операция – обработка отверстия .
Станок – XCEEDER 900-RT (станок с ЧПУ).
Род заготовки – отливка АЛ9, НВ 50…60.
Инструмент – сверло спиральное .
1. Подготовительно-заключительное время:
1.1 Организационная подготовка
4,0 мин на ознакомление с документами и осмотр заготовки;
2,0 мин на инструктаж мастера;
4,0 мин на установку рабочих органов станка или зажимного приспособления по двум координатам в нулевое положение.
1.2 Установить приспособление и снять 5,0 мин.
1.3 Установить исходные режимы работы станка (число оборотов шпинделя) 0,2 мин.
1.4 Установить инструментальные блоки в магазине и снять 21 инструмент мин.
Информация о работе «Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов»


















