Tehnisko laika normu aprēķins
Starp laika normu un ražošanas normu pastāv apgriezta sakarība, t.i. samazinoties H BP, ražošanas ātrums palielinās. Tomēr šie daudzumi nemainās tādā pašā mērā.
Ražošanas ātrums palielinās vairāk nekā H laiks samazinās.
Нexp pieauguma un Нр samazināšanās līmeni nosaka ar formulām (9.10.) un (9.11):
%Н exp =, (9,10)
%Н vr =  ,
(9.11)
,
(9.11)
Starp laika normas un ražošanas normas izmaiņām pastāv šādas attiecības:
% pieaugums H exp =  (9.12)
(9.12)
% samazinājums Нр =  (9.13)
(9.13)
Samazinoties H eq un palielinoties H e iepriekšminētajiem aprēķiniem, zīmes dotajās formulās mainās:
% samazinājums H exp =  (9.14)
(9.14)
% pieaugums Нр =  (9.15)
(9.15)
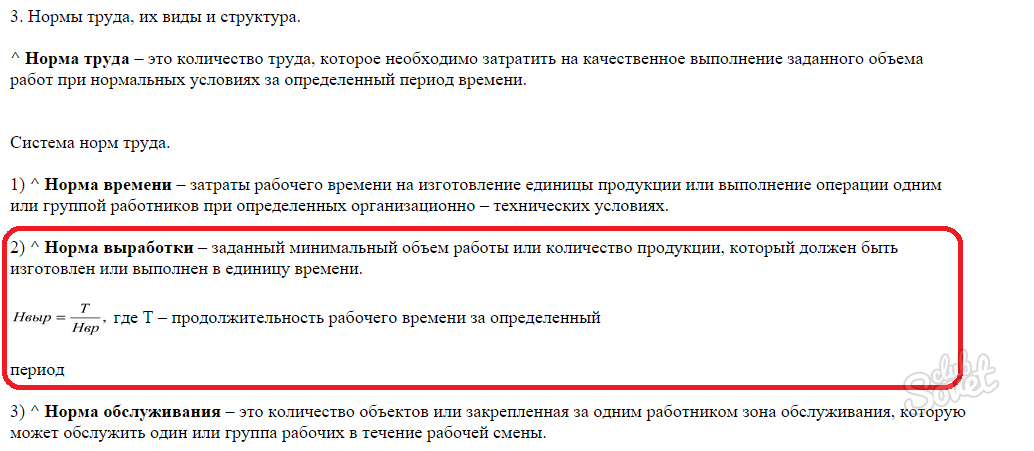
Standartizētu uzdevumu noteikšana
Standartizēts uzdevums ir noteikts darba sastāvs un apjoms, kas darbiniekam vai grupai (apkalpei) jāpaveic noteiktā laika periodā, vai laiks, kurā nepieciešams veikt noteiktu darba apjomu atbilstoši noteiktajām prasībām. par produktu (darbu) kvalitāti.
Standartizētie uzdevumi kopā ar ražošanas standartiem dabiskajās vienībās ir ražošanas standartu veids laika vienībā, kas noteikts noteikta darbu kopuma veidā. Standartizētie uzdevumi, regulējot darbu sastāvu, secību un biežumu, nosaka pakalpojuma vai skaita standartus un tādējādi veicina darba ražīguma pieaugumu.
Atkarībā no ražošanas organizācijas un veiktā darba rakstura standartizētus uzdevumus var noteikt uz maiņu, mēnesi vai noteikta darba apjoma pilnīgas izpildes periodu.
Standartizētie uzdevumi visplašāk tiek izmantoti tādos ražošanas apkopes darbos kā uzstādīšana, remonts, apkope starp remontiem, transportēšanas darbi, t.i. lielākajai daļai palīgdarbu. Nav lietderīgi tos izmantot tādām personāla kategorijām, kuru galvenās funkcijas ir nodrošināt apkalpojamo iekārtu pareizu darbību (tvaika katlu operatori, kompresoru agregāti); tie, kas veic darbus, kuru apjomu un sastāvu iepriekš nevar paredzēt (celtņi, kas iesaistīti detaļu transportēšanā un uzstādīšanā uz mašīnām).
Lemjot par standartizēta uzdevuma noteikšanas lietderīgumu, jāņem vērā ne tikai darbinieka profesijas specifika, bet arī viņa veikto funkciju saturs un sastāvs.
Standartizētu uzdevumu noteikšanas metodes ir atkarīgas no darbinieku darba procesu rakstura. Būtiskākais faktors, kas nosaka metodes izvēli, ir darba stabilitātes pakāpe sastāva un izpildes laika ziņā.
Darbiniekiem, kas nodarbojas ar darbu ar stabilu sastāvu, kura apjoms var būt iepriekš zināms, standartizētus uzdevumus nosaka darbu kopums, pamatojoties uz laika standartiem, izlaidi, ņemot vērā ražošanas uzdevumus, darba grafikus un iekārtas pases datus. Šajā grupā ietilpst lielākā daļa galveno strādnieku, kuri saņem algu pēc laika (uz konveijera līnijām, automātiskajām līnijām utt.), kā arī palīgstrādnieki vairākās profesijās (mašīnu operatori remontdarbnīcās, instrumentu izgatavotāji, inspektori, transporta darbinieki utt.).
Standartizētu uzdevumu izdošanas forma un biežums ir atkarīgs no darba atkārtojamības pakāpes; atkarībā no tā, kur darbs tiek veikts - vienā vai vairākās vietās. Pamatojoties uz šīm pazīmēm, darbiniekus var iedalīt trīs apakšgrupās:
viena darba veikšana konkrētā darba vietā;
dažāda veida darbu veikšana darba vietā;
3) darbu veikšana dažādās darba vietās vai objektos.
Pirmajā apakšgrupā ietilpst pagaidu darbinieki, kas nodarbināti masveida un lielapjoma ražošanas zonās un darbnīcās. Standartizētu uzdevumu noteikšana viņiem ir līdzīga ražošanas standartu aprēķināšanai gabaldarbiniekiem. Vērtīga pieredze standartizētu uzdevumu noteikšanā šīs apakšgrupas darbiniekiem ir uzkrāta vairākos uzņēmumos, jo īpaši VAZ.
Otrās apakšgrupas darbiniekiem standartizētie uzdevumi noteiktam laika periodam (maiņa, mēnesis) ietver darbu, kas balstīts uz ražošanas plānu vai darba grafiku un uzņēmumā spēkā esošajiem laika standartiem. Piemēram, strādniekiem, kas nodarbojas ar iekārtu plānveida profilaktisko apkopi, tiek izstrādāti standartizēti uzdevumi, pamatojoties uz laika standartiem katrai vienībai veikto remontdarbu veikšanai.
Trešajā apakšgrupā ietilpst darbinieki, kas nodarbojas ar stabilu darbu dažādās darba vietās vai objektos. Standartizēti uzdevumi tiek izdoti darbu kopuma vai grafika veidā.
Pagaidu darbinieki, kas veic nestabilu darbu, ir palīgstrādnieki, piemēram, regulētāji, iekārtu apkopes mehāniķi, dežurējošie elektriķi, noliktavas-instrumentu izplatītāji, kā arī daži galvenie strādnieki (operatori, kas apkalpo iekārtu uzstādīšanas utt.).
Lai izveidotu standartizētus uzdevumus, šiem darbiniekiem līdz minimumam jāsamazina gadījuma darba apjoms. Šiem nolūkiem daudzi uzņēmumi plaši izmanto ražošanas uzturēšanas darbu regulēšanu, izstrādājot remontdarbu grafikus, iekārtu regulēšanu un transporta pakalpojumus; darba organizācijas kartes galvenajām palīgstrādnieku profesijām.
Tomēr pat ar darba regulējumu daži no tiem pēc būtības ir nejauši, tāpēc šīs grupas darbiniekiem būtu jānosaka standartizēti uzdevumi, ņemot vērā laika rezervi izlases darbu veikšanai.
Izstrādājot standartizētus uzdevumus, jāņem vērā un jāievēro šādas prasības:
uzdevumu aprēķins jāveic, pamatojoties uz progresīviem standartiem;
tām jābūt īstām, t.i. vairumam darbinieku, kas nodarbojas ar šiem darbiem;
par uzdevumiem sistemātiski un savlaicīgi jāpaziņo izpildītājiem;
Katrā darba vietā jārada apstākļi noteikto uzdevumu izpildei;
ir jābūt pastāvīgai uzskaitei par uzdevumu izpildi;
Mainoties organizatoriskiem un tehniskajiem nosacījumiem, ir jāpārskata standartizētie uzdevumi.
Strādniekiem, kas veic darbu, kura sastāvs ir nemainīgs ilgākā laika periodā un apjomu var noteikt iepriekš, standartizēti uzdevumi tiek noteikti, nosakot darbaspēka izmaksas darbu kopumam, pamatojoties uz laika (izlaides) standartiem, ko aprēķina darba tehniskās standartizācijas metodes katram veiktajam darbam. Tātad normalizētā maiņas piešķiršana šajā gadījumā būs:
 (9.16)
(9.16)
Standartizētu uzdevumu noteikšanas metode darbiniekiem ar nestabilu darba sastāvu (t.i., veicot plānotu un nejaušu darbu) atšķiras no iepriekš apskatītās ar to, ka tā līdz ar noteiktu laiku plānotā darba veikšanai paredz ņemt vērā nepieciešamo laiku. veikt izlases darbus. Pamatojoties uz plānoto darbu veikšanas grafiku un šo darbu veikšanas laika normām, tiek noteikts strādniekam (apkalpei) uzticētā darba apjoms, vienlaikus paredzot laika rezervi izlases darbu veikšanai.
Standartizēta uzdevuma izstrādes secība ietver sekojošo posmos:
atsevišķu profesiju strādnieku īpatsvara noteikšana rūpnīcas, darbnīcas, objekta kopējā strādnieku skaitā;
nosakot, cik lielā mērā viena vai otra personāla kategorija ir iesaistīta ražošanas plāna izpildē un strādnieku produktivitātes paaugstināšanā pamatproduktu ražošanā;
pakalpojumu darbinieku darba standartu pārklājuma analīze;
profesiju saraksta izveidošana, kurām nepieciešams (ieteicams) noteikt standartizētu uzdevumu;
uzdevuma (indivīda, komandas) izstrādes normas un tā derīguma termiņa noteikšana;
organizācijas kartes un citas strādnieku darbu reglamentējošās dokumentācijas izstrāde;
normatīvo materiālu saraksta noteikšana, kas jāizmanto, nosakot standartizētu uzdevumu;
zinātniski pamatotu standartu (SNR) aprēķināšana, pamatojoties uz atlasītajiem materiāliem;
instrukciju veikšana darbiniekiem darbnīcās un dienestos, kas būs tieši iesaistīti uzdevumu noteikšanā;
skaidrojoša darba veikšana darbinieku vidū par uzdevuma noteikšanas nozīmi un kārtību. Pieredze rāda, ka tur, kur tiek ieviesti standartizēti uzdevumi, būtiski uzlabojas darba laika izlietojums, vienmērīgāka strādnieku slodze, uzlabojas darba kvalitāte un rezultātā palīgstrādnieku darba ražīgums palielinās par aptuveni 10-15%.
Standartizētu uzdevumu ieviešana dod ekonomisku efektu, kad strādnieku darbs tiek standartizēts pēc pakalpojumu standartiem un skaitļiem. Regulējot darba sastāvu, secību un biežumu, standartizētie uzdevumi precizē noteiktos darba standartus un tādējādi veicina tā produktivitātes pieaugumu.
Ražošanas ātrums ir svarīgākais darba ražīguma rādītājs, kas nepieciešams racionālai darbaspēka izmantošanai. Patiešām, neviena moderna ražošana bez šādiem aprēķiniem nevar iztikt. Un savlaicīgs aprēķins un aplēšu sagatavošana, ņemot vērā šo parametru, ir nepieciešama pareizai plānošanas procesam un normālai uzņēmuma darbībai. Apskatīsim, kā tiek noteikts ražošanas ātrums.
Vispirms jums jāiepazīstas ar ražošanas faktoriem, kas ietekmē šī rādītāja aprēķinu. Tie ietver:- uzņēmuma tehniskā pārkārtojuma pakāpe;
- darba attiecību sastāvs;
- gatavā produkta izlaišanas procesa organizēšana.
- inovatīvu tehnoloģiju ieviešana uzņēmumā;
- racionalizācija, kā arī darba vietu sertifikācija;
- jaunu ražošanas iekārtu uzstādīšana;
- veikt visaptverošus pasākumus, kuru mērķis ir paaugstināt darba ražīgumu.
Piemēram, ja ir sasniedzis uzņēmuma darbinieks vai visa strādnieku komanda augsts līmenis aktivitātes, pateicoties jaunām iekārtām un auglīgam darbam - tas būs pamats ražošanas apjoma pārrēķiniem. Parasti šādus rezultātus labi stimulē vadība prēmijas vai pateicības veidā.

Nvyr = Pr*H/Pr,
- Kur utt– laika periods, kuram nepieciešams noteikt normas vērtību (izteikts stundās, minūtēs);
- H– darbā iesaistīto darbinieku skaits;
- Pirmd– produkta vienības izveidošanai patērētā laika norma (mēra cilvēkstundās).
Aprēķināto rādītāju var izteikt metros, gabalos, litros, kā arī svara, platības uc mērvienībās. Tas ir atkarīgs no veiktā darba veida vai saražotās produkcijas.

Nvyr = Nvter * Kpv,
- Kur Nvter– rādītāja teorētiskā vērtība;
- KPV– lietderīgā laika koeficients (uz 1 maiņu).
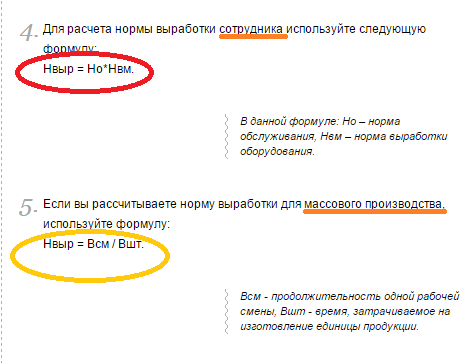
Veicot aprēķinus uzņēmumā ar masu produkcija ražošanas ātrumu nosaka šādi:
Nvyr = Psm / Ved,
- Kur Psm– maiņas ilgums;
- Ved– viena produkta (pakalpojuma) izgatavošanai patērētais laiks.
- diena;
- mēnesis;
Šajā gadījumā tiek veikta detalizēta darbinieka vai visas darbinieku komandas saražoto preču (pakalpojumu) daudzuma analīze. Šī rādītāja aprēķinu veic uzņēmuma standartizētājs, īpaši, ja darbinieka algas vērtību pārvērš ražošanas koeficientā. Iegūtos datus ievada darba standartizācijas sistēmas standarta noteikumā.

4.8. Operāciju veikšanas laika standartu aprēķins
Laika standarts attiecas uz laiku, kas nepieciešams, lai konkrētos apstākļos pabeigtu ražošanas darbību.
Laika normas sastāvs
1. Standarta gabala laiks – .
Vienuma laiks ietver tikai tik daudz laika, kas nepieciešams ražošanas darbības tiešai izpildei.
2. Aprēķina standarta laiks – .
Papildus gabala laikam aprēķina laikā ir iekļauta arī daļa no sagatavošanas un beigu laika () katrai apstrādājamās detaļu partijas daļai.
Sagatavošanās beigu laiks ietver laiku, ko darbinieks pavada, iepazīstoties ar darbu un uzstādot iekārtu detaļu partijas apstrādei.
![]() , (4.19)
, (4.19)
kur ir detaļu skaits partijā.
Laika standartu aprēķināšanai, apstrādājot CNC iekārtās, ir pazīmes, kas jāņem vērā. Sagatavošanās un beigu laiks sastāv no trim sastāvdaļām:
![]() , (4.20)
, (4.20)
kur ir laiks, kas pavadīts darba kārtības, rasēšanas, tehnoloģiskās dokumentācijas apgūšanai darba vietā darba sākumā un piegādei maiņas beigās;
– laiks, ņemot vērā papildu darbu;
– laiks, kas pavadīts detaļu izmēģinājuma apstrādei.
Gabala laika sastāvs
Gabala laiks () ietver šādas laika izmaksas, kas saistītas ar operācijas veikšanu:
Pamattehnoloģiskais (mašīnu) laiks – ;
Palīglaiks – ;
Darba vietas apkalpošanas laiks – ;
Laiks pārtraukumiem un atpūtai - .
Tāpēc mēs varam rakstīt:
kur galvenais tehnoloģiskais (mašīnas) laiks, min;
– palīglaiks, min;
– darba vietas uzturēšanas laiks, min;
– laiks darbinieka pārtraukumam un atpūtai maiņas laikā, min.
Mašīnas darbības laikā tas ir laiks, kurā tieši mainās sagataves forma un stāvoklis.
Galveno apstrādes tehnoloģisko laiku nosaka pēc formulas:
![]() min., (4,22)
min., (4,22)
kur ir apstrādātās virsmas garums, mm;
– darba gājienu skaits;
– padeve uz apgriezienu, mm/apgr.;
– instrumenta griešanās ātrums.
Palīglaikā ietilpst laiks, kas pavadīts, veicot dažādas darbības, kas saistītas ar galvenā, tehnoloģiskā darba veikšanu. Šādas darbības var ietvert:
Detaļu uzstādīšana, nostiprināšana un noņemšana;
Mašīnu vadība;
Instrumentu piegāde un noņemšana;
Detaļu mērīšana utt.
Papildlaiku nosaka pēc formulas:
kur ir papildu laiks, kas pavadīts sagataves uzstādīšanai un noņemšanai;
– palīglaiks, kas saistīts ar palīgkustību un kustību izpildi;
Darba vietas uzturēšanas laiks ir laiks, ko darbinieki pavada, rūpējoties par darba vietu un uz vienu daļu.
Darba vietas uzturēšanas laiks ir sadalīts divos darba veidos:
Apkopes laiks – ;
Organizatoriskā dienesta laiks – .
![]() (4.24)
(4.24)
Apkopes laiks () ietver aptuveni šādus darbus:
Blāva instrumenta maiņa;
Mašīnas regulēšana;
Šķīdumu slaucīšana darbības laikā.
Apkopes laiku nosaka procentos no galvenā laika, izmantojot šādu formulu:
![]() . (4.25)
. (4.25)
Organizatoriskā dienesta laiks () ietver aptuveni šādus darbus:
Darba vietas sagatavošana maiņas sākumā;
Darba vietas uzkopšana maiņas beigās;
Mašīnas tīrīšana utt.
Organizatorisko pakalpojumu sniegšanas laiku nosaka procentos no galvenā un palīglaika apjoma pēc formulas:
![]() . (4.26)
. (4.26)
Daudzuma vērtību nosaka saskaņā ar standartiem.
Strādnieka pārtraukuma un atpūtas laiku maiņas laikā nosaka pēc formulas:
![]() . (4.27)
. (4.27)
Daudzuma vērtību nosaka saskaņā ar standartiem.
Urbšana
Sākotnējie dati.
Daļa ir ķermenis.
Darbība - urbumu apstrāde.
Mašīna – XCEEDER 900-RT (CNC mašīna).
Sagataves veids – liešana AL9, HB 50...60.
Instruments ir vītņurbis.
1. Sagatavošanas un beigu laiks:
1.1 Organizatoriskā sagatavošana
4,0 minūtes, lai iepazītos ar dokumentiem un pārbaudītu sagatavi;
2,0 minūtes meistara norādījumiem;
4,0 minūtes, lai uzstādītu mašīnas vai iespīlēšanas ierīces darba daļas pa divām koordinātām līdz nulles pozīcijai.
1.2 Uzstādiet ierīci un izņemiet to 5,0 min.
1.3 Iestatiet mašīnas sākotnējos darba režīmus (vārpstas apgriezienu skaits) 0,2 min.
1.4. Ievietojiet instrumentu blokus žurnālā un izņemiet 21 instrumentu min.
Informācija par darbu “Mehāniskās darbnīcas projektēšana gāzes un naftas cauruļvadu noslēgšanas un vadības vārstu detaļu ražošanai”


















