Riepu ražošana. Gumijas maisījuma veidošana. Nokian Tires riepu ražošana Krievijā
Riepu ražošanas tehnoloģiskais process
Kvalitatīva un cita speciālā tehnika no tehnoloģiskā viedokļa ir diezgan sarežģīti izstrādājumi. To ražošanas process var atšķirties atkarībā no ražotāja, taču, piemēram, jebkura modeļa izgatavošana ietver šādas galvenās darbības.
Gumijas sagatavošana. Pirmajā posmā izejmateriāls tiek plastificēts, lai piešķirtu tai primāro elastību un viendabīgumu. Lai to izdarītu, gumija tiek izvilkta cauri rullīšiem, kas rotē ar dažādu perifērijas ātrumu. Iespējama arī plastifikācija tārpu presēs un gumijas maisītājos.
Ogleklis un silīcija dioksīds: izmanto kā pastiprinošu līdzekli, lai palielinātu izturību. Armatūras troses ir metāla un tekstila: loka “skelets”, kas piešķir ģeometrisku formu un nodrošina stingrību. Daudzas ķīmiskas vielas: lai nodrošinātu unikālas īpašības, piemēram, zemu rites pretestību vai īpaši spēcīgu saķeri. Dabīgais kaučuks: protektora galvenā sastāvdaļa. . Mēs veidojam daudz dažādu dizainu un izmantojam simulācijas, lai pārbaudītu un izvēlētos labākās riepu koncepcijas izstrādei.
Mēs izgatavojam katru riepu, izmantojot gan manuālus, gan automatizētus procesus. Kvalitātes kontrole ir ne tikai pēdējais solis. Riepas protektora dizains ir ļoti svarīgs tās veiktspējai. Protektora dizains spēlē galveno lomu riepas saķerē dažādās braukšanas situācijās un var ietekmēt gan jūsu drošību, gan braukšanas baudījumu.
Gumijas maisījumu sagatavošana. Šis ražošanas cikla posms ir vielu ievadīšana gumijas masā, kas piešķir tai nepieciešamās īpašības (salizturību, elastību, krāsu utt.). Maisījuma sastāvā ir: aktīvās un neaktīvās pildvielas (silikskābe, ogle), vulkanizējošās vielas (sērs un aktivatori), mīkstinātāji (sveķi un eļļas), krāsvielas. Gumijas kvalitāte ir atkarīga no katras sastāvdaļas koncentrācijas procentos gumijā.
Drošība: saķeres piemērs uz slapja ceļa
Lai saprastu riepas protektora funkciju uz slapja ceļa, palīdz padomāt par ūdens sūkni. Jo vairāk kanālu ir protektoram, jo labāk tas var atsūknēt ūdeni no malas un ceļa. Jāatzīmē, ka jūs varat noņemt ūdeni tikai dažās milisekundēs.
Dizaina elementi, kas iedarbojas uz mitrām virsmām. Rievu indekss: jo vairāk vai vairāk rievu ir riepai, jo labāk tā sūknē ūdeni. Forma un izkārtojums: protektora raksta forma palīdz ūdens novadīšanai. Darbojoties kā vējstikli, izgriezumi palīdz diskiem un loka rievām novadīt ūdeni.
- Smailes: tie ir plāni caurumi protektora gumijas virsmā.
- Tie uzlabo saķeri situācijās, kad virsmas ir slapjas vai sasalušas.
Vadu apstrāde. Šis process tiek veikts uz īpašām kalendāra ierīcēm, kur metāla auklas vītnes un auklas šķiedras tiek ievilktas spraugā starp ruļļiem un pārklātas ar plānām gumijas maisījuma kārtām.
Bremžu un rāmja izgatavošana. Auklas slāņi tiek izgatavoti, sagriežot gumijotas auklas tīklu noteiktā leņķī sagatavēs. Šo darbību veic ar diagonālo griešanas mašīnu. Rāmja slāņiem tiek izgatavotas sloksnes, kas ir platākas par lauzēju un ar dažādiem griešanas leņķiem.
Tipiska radiālā riepa sastāv no deviņām galvenajām daļām
Loka profils: gluds profils ar kvadrātveida pleciem nodrošina labu atbalstu pagriezienos. Rievu skaits: jo mazāks ir rievu procentuālais daudzums protektora rakstos, jo vairāk gumijas ir tiešā saskarē ar grīdu un jo vairāk labāks līmenis sagūstīt. Protektora bloki: jo vairāk atsevišķu gumijas bloku protektora dizainā, jo labāka saķere. Pašaizvēršanās rievas: protektora bloki ar daudziem iegriezumiem samazina jostas raksta stingrību. Lai novērstu šo efektu, mēs ieviesām sarežģītus 3D griezumus, kas aizveras, kad tiek ielādēts. Bet tas var radīt lielāku troksni, ejot. . Iekšējais slānis, kas sastāv no plānām šķiedru auklām, kas savienotas ar gumiju.
Montāža. Šajā posmā riepas tiek montētas no sagatavēm, secīgi uztinot karkasa un lentes slāņus uz īpašām bungu mašīnām. Pēc tam uz iegūtās sagataves tiek uzstādīti sānu gredzeni un aizsargs.
Vulkanizācija (polimerizācijas process). Šis process notiek vulkanizatoros. Pati veidne tiek apstrādāta ar tvaiku vai ūdeni, kas tiek piegādāts iekšpusē augstā temperatūrā (līdz 200 °C) un spiedienā. Rezultātā riepa tiek nospiesta formā un iegūst protektora rakstu. Vulkanizācija piešķir gumijai elastību un izturību.
Šie kabeļi lielā mērā nosaka loka izturību un palīdz izturēt spiedienu. Dzinēja spēks un bremzēšanas spēks tiek pārnests no loka uz saskares zonu ar ceļa virsmu. Tie ir stingri nospiesti pret loka malu, lai nodrošinātu ciešu piegulšanu un noturētu loku pareizi ritenī. Jūsu automašīnā ir astoņi šādi kabeļi: divi katram autobusam.
Aizsargā loka pusi no nelīdzenumiem un ceļa malām. Uz malas sāniem ir rakstīts svarīgas detaļas piemēram, mērījumu un ātruma diapazonu. Tas sastāv no ļoti plānām, stabilām tērauda trosēm, kas pielīmētas pie gumijas. Tas nozīmē, ka riepa var izturēt spēkus līkumos un neizplešas riepas rotācijas dēļ.
Nevainojami strādājoša riepu ražotne var uzmontēt vairākus tūkstošus automašīnu dienā. Pats par sevi saprotams, ka riepu izgatavošana ir sarežģīts ražošanas process, kura rezultāts ir mūsdienīgi “kurpes” mūsu “dzelzs zirgiem”.
Riepu ražošanas process sākas ar izejvielu sagatavošanu. Speciālo gumijas maisījumu daudzums katrā riepā ir aptuveni 80%, atlikušie 20% ir citas izejvielas, kas palīdz stiprināt riepas struktūru. Kvalitatīvas riepas galvenās sastāvdaļas ir: dabīgais kaučuks, kas iegūts, apstrādājot gumijas koku, ogle (pazīstama arī kā sodrēji) un sveķi vai eļļa, kuras galvenā funkcija ir gumijas maisījuma mīkstināšana. Papildus iepriekšminētajām sastāvdaļām gumijas savienojumu ražošanai tiek izmantots cinka oksīds un citas ķīmiskas vielas, kas nepieciešamas gumijas vulkanizācijai. Nākamais riepu ražošanas procesa posms ir gumijas maisījumu un komponentu ražošana. Tā sauktajā sajaukšanas stadijā sagatavoto izejvielu sajauc un uzkarsē līdz +120°C temperatūrai. Katrai riepas daļai ir savs gumijas maisījuma sastāvs. Tādējādi vieglo automašīnu vasaras riepu maisījuma “sastāvs” būtiski atšķiras no ziemas riepām paredzētās gumijas sastāva. Starp citu, procesa automatizācija izslēdz iespēju kaut ko sajaukt. Minētie gumijas maisījumi tiek izmantoti arī komponentu gumijas procesā, kas ietver lodīšu gredzenus, tērauda jostas, auduma auklas. Riepu ražošanas procesā tiek izmantoti aptuveni 20-30 komponenti, kuru galvenā funkcionalitāte ir topošās riepas struktūras nostiprināšana.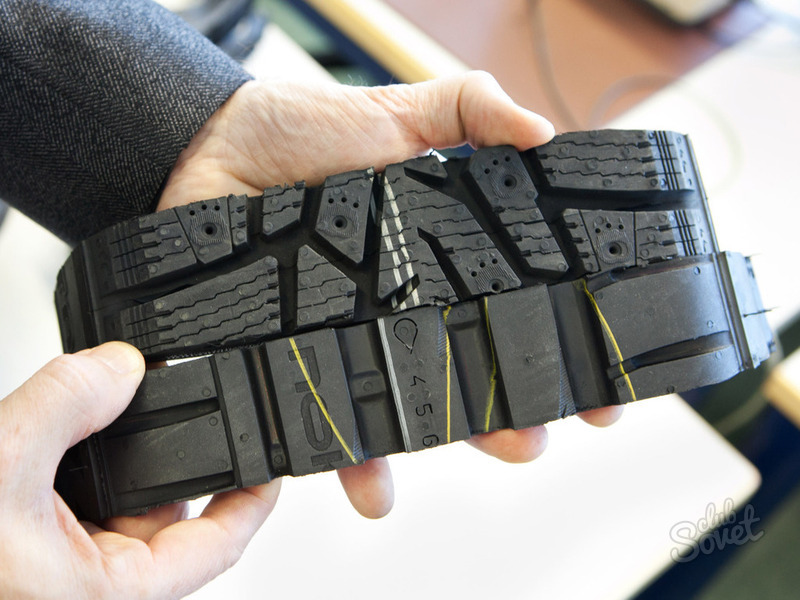
Tas ir arī pietiekami elastīgs, lai absorbētu nelīdzenumu, nelīdzenumu un citu ceļu apdraudējumu radītās deformācijas. Šis svarīgais aizsargslānis samazina berzes siltumu un palīdz saglabāt loka formu, braucot lielā ātrumā. Lai izvairītos no loka centrbēdzes izstiepšanas, ar neilonu nostiprinātas virves tiek ievietotas gumijas slānī un novietotas ap loka apkārtmēru.
Tie nodrošina stingru protektora pamatni. Tas nodrošina saķeri un saķeri ar riepām un ir izstrādāts, lai izturētu nodilumu, berzi un paaugstināta temperatūra. Jāizceļ vēlamā autonomās braukšanas projekta progress. Tirdzniecības palaišanas kavēšanās ir vairāk saistīta ar bezvadītāja un parasto automašīnu līdzāspastāvēšanu un dažādu tiesisko regulējumu. Turklāt vairāki pētījumi liecina, ka jaunās paaudzes biežāk izmantos transportlīdzekļiem nevis tos iegūt un ka automašīna zaudē savu statusa marķiera lomu. Šīs izmaiņas notiek dažādos ātrumos, jo situācija attīstītajās un jaunattīstības valstīs nav vienāda, taču, protams, ir tendence.


Tas viss ir atkarīgs no piekļuves mobilitātes veidiem, saka Gijoms Grondo. Šajā sakarā vairāki uzņēmumi jau piedāvā automašīnu nomu vai kopīgu maršrutu iespēju. Ražotāji zina, ka ir svarīgi dažādot darbību un ka inovācijām ir jābūt visos līmeņos, tāpēc līdzdalība mobilitātes pakalpojumos ir augšupejoša tendence. Koncentrēšanās uz produkcijas vienību vairs negarantē lielu peļņu. Īpašniekiem nav jāveic nekāda apsaimniekošana un jāsaņem dividendes.
Arī riepu ražotāji cenšas pielāgoties jaunajām prasībām. Tā uzskata neatkarīgu inovāciju par attīstības avotu un konkurētspēju kā galveno tikumu. Tai ir nacionālais tehnoloģiju attīstības un Amerikas tehnoloģiju attīstības pētniecības centrs. Šobrīd uzņēmums kopumā jau saņēmis trīssimt piecdesmit četrus patentus.

Mūsdienīgs auto riepas var saukt ar pilnu pārliecību par inženierzinātņu un tehnoloģiju šedevru.


















